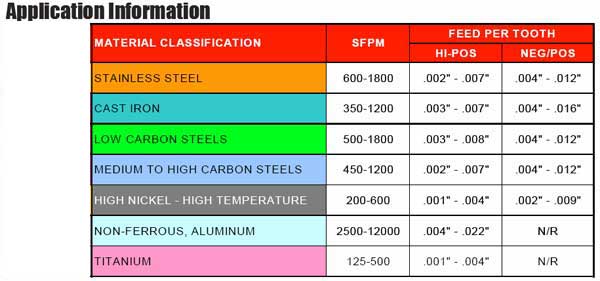
To calculate RPM:
SFPM (from chart) x 3.82 divided by the cutter diameter equals RPM.
To calculate the feed rate:
Feed per tooth (FPT) x number of teeth(inserts) in cutter x RPM equals feed in inches per minute. Start in the middle of figures provided. Feeds and speeds assume an octagon insert (reduce feed by 20% for square insert to start), also assumes a rigid setup, part properly held, basic knowledge and experience of cutting, etc. Depth of cut will be appropriate to the horsepower available. Always start with a light depth of cut (.015-.025) if the horsepower is low or unknown, increasing as power is available. Always use proper safety gear and procedures.
|
General Application Tips
-
 Climb mill whenever possible. Climb mill whenever possible.
- Width of cut (WOC) should be 60%-70% diameter of cutter when soft milling; WOC for hard milling should be about 30%.
- Always use the shortest reach toolholders possible for the application.
- Use light depth of cut and higher feeds and speeds when finishing.
|


{kind=link}